2024.01.31
清水建設(株)<社長 井上和幸>はこのほど、デジタルファブリケーションの促進に向けた技術開発の一環として、材料噴射型の3Dプリンティング技術を用いて鉄筋を内蔵した有筋構造部材を自動造形する技術を開発しました。開発技術では、人の腕と同等の動きができるロボットアームを制御し、事前に組み上げた鉄筋への材料噴射、表面仕上げ、出来形計測の各工程を順に進めていきます。実証試験では、断面寸法510×210mm、高さ1.5mの柱部材を寸法誤差±5mm以下の精度で造形することに成功しました。材料噴射から表面仕上げ完了までに要した時間は2時間程度です。
少子高齢化や生産年齢人口の減少が社会課題となる中、建設分野では建設施工の省力化・省人化に向けた取り組みが進展しています。当社は、省人化施工に寄与する建設3Dプリンティングの実用化に向け、2019年に材料押出型3Dプリンティング用の繊維補強セメント複合材料「ラクツム」を開発し、建築・土木の施工案件に適用してきました。ただ、材料押出型は、プリント材料をノズルの真下へ押し出しながら積層していくため、鉛直方向に配置する鉄筋を造形物の中に組み込むことができず、有筋構造部材を直接造形するのは困難です。そこで当社は、プリント材料を圧縮空気によってノズルから噴射しながら造形物を製作する材料噴射型3Dプリンティング技術に着目。新たに開発した噴射型のプリント材料を鉄筋の外周から吹き付けていくことで有筋構造部材を造形する3Dプリンティング技術を構築しました。
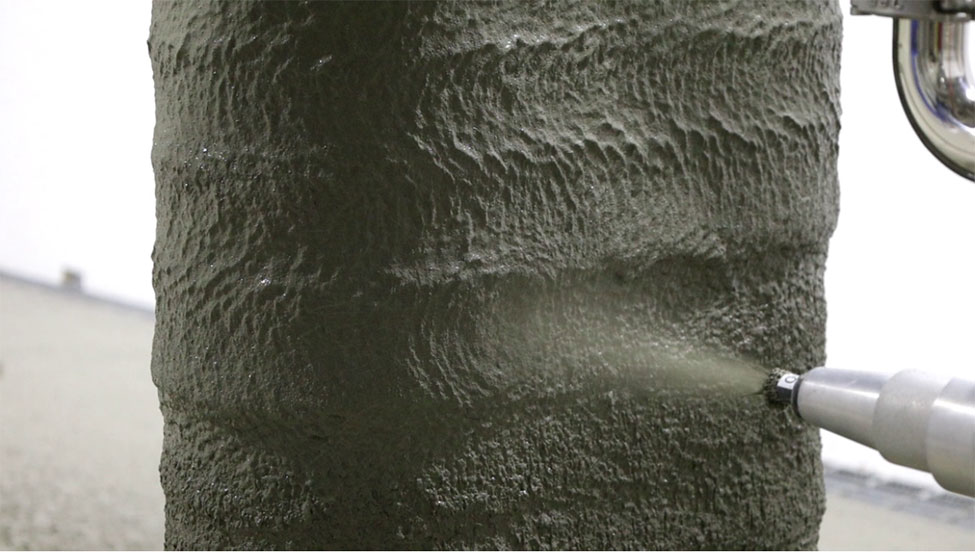
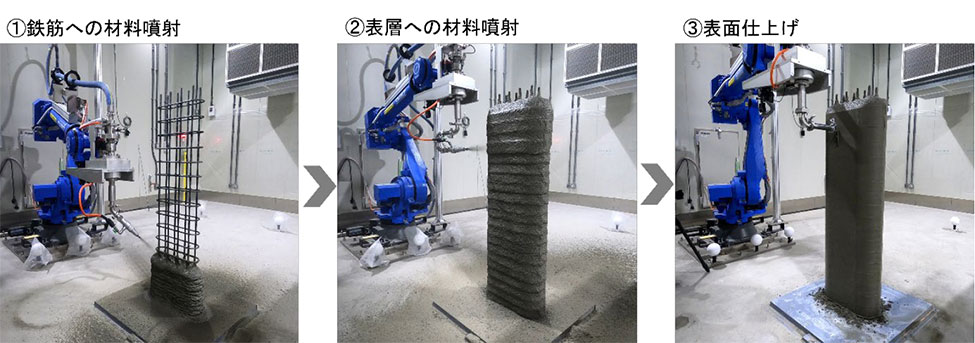
本技術による有筋構造部材のプリンティングでは、ロボットアーム型の3Dプリンタを利用し、プリント場所に配置した鉄筋の側面から内部に向けてプリント材料を吹き付けていきます。具体的には、鉄筋の外周を旋回するロボットアーム先端のノズルからプリント材料を斜め下方に噴射。鉄筋内部への充填が完了した後、表層全体に配合の異なる表層用プリント材料を重ねて吹き付け、さらに、部材表面をコテで平滑に整える表面仕上げ、3Dスキャンによる出来形計測までロボットアームが担います。
材料噴射型の3Dプリンティングは、材料押出型とは異なり、造形に関するパラメータが多く複雑な制御が必要となるため、造形体の品質を確保するのが困難とされています。本技術では、材料吐出量や空気流量、噴射角度、噴射距離、ノズル形状などの噴射に関するパラメータを適切に調整することで、鉄筋内部への充填性や表面仕上げの平滑性を高め、出来形品質を確保しています。また、本技術による造形体は構造性能にも優れ、梁部材の載荷実験の検証結果から、在来工法で施工した鉄筋コンクリート部材と同等以上の構造耐力と靱性を有することを確認しています。
有筋構造部材の3Dプリンティングが実用化されれば、デジタルファブリケーションの適用範囲が大きく広がり施工の省人化・省力化や意匠性の高い構造物の具現化に寄与します。また、鉄筋コンクリート構造物の施工に利用されてきた木製型枠の使用量が減ることで、環境負荷の低減効果も見込めます。
当社は今後、材料の改良、ロボット技術・センシング技術の高度化を図り、造形精度のさらなる向上、複雑形状に対するプリンティング技術の確立を目指します。また、新設構造物だけでなく既設構造物の補修・補強、応急復旧への適用も視野に技術開発を進め、実構造物への適用を促進していく考えです。
以上
≪参 考≫
材料噴射型3Dプリンティング
材料噴射型3Dプリンティングによる有筋構造部材の造形手順
有筋構造部材の出来形

技術紹介映像
ニュースリリースに記載している情報は、発表日現在のものです。ご覧になった時点で内容が変更になっている可能性がございますので、あらかじめご了承ください。ご不明な場合は、お問い合わせください。